
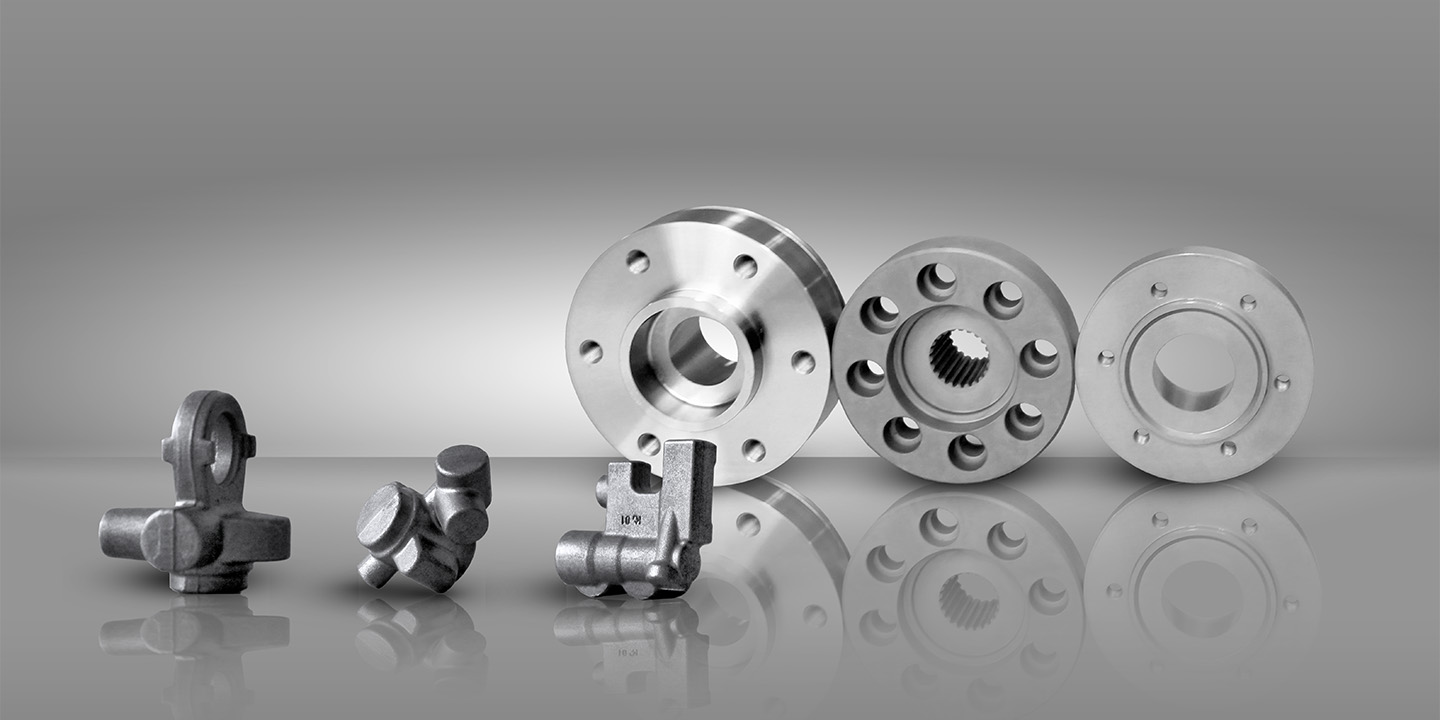
Was stellen wir her?

Schmiedestücke

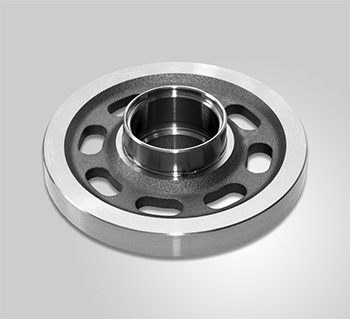
halbbearbeitete Teile

bearbeitete Teile
Produktionsabteilungen
Schmieden und Endbearbeitungsverfahren
Die grundlegende, im Unternehmen Kuźnia Polska Anwendung findende Technologie der Schmiedestückfertigung ist das Warmschmieden von Gesenkschmiedestücken bis zu einem Höchstgewicht von 25 kg unter Verwendung von Schmiedepressen, Schraubepressen mit System Direct Drive, Schmiedesautomat– Transfer, Lufthämmern und Schmiedemaschinen.
1
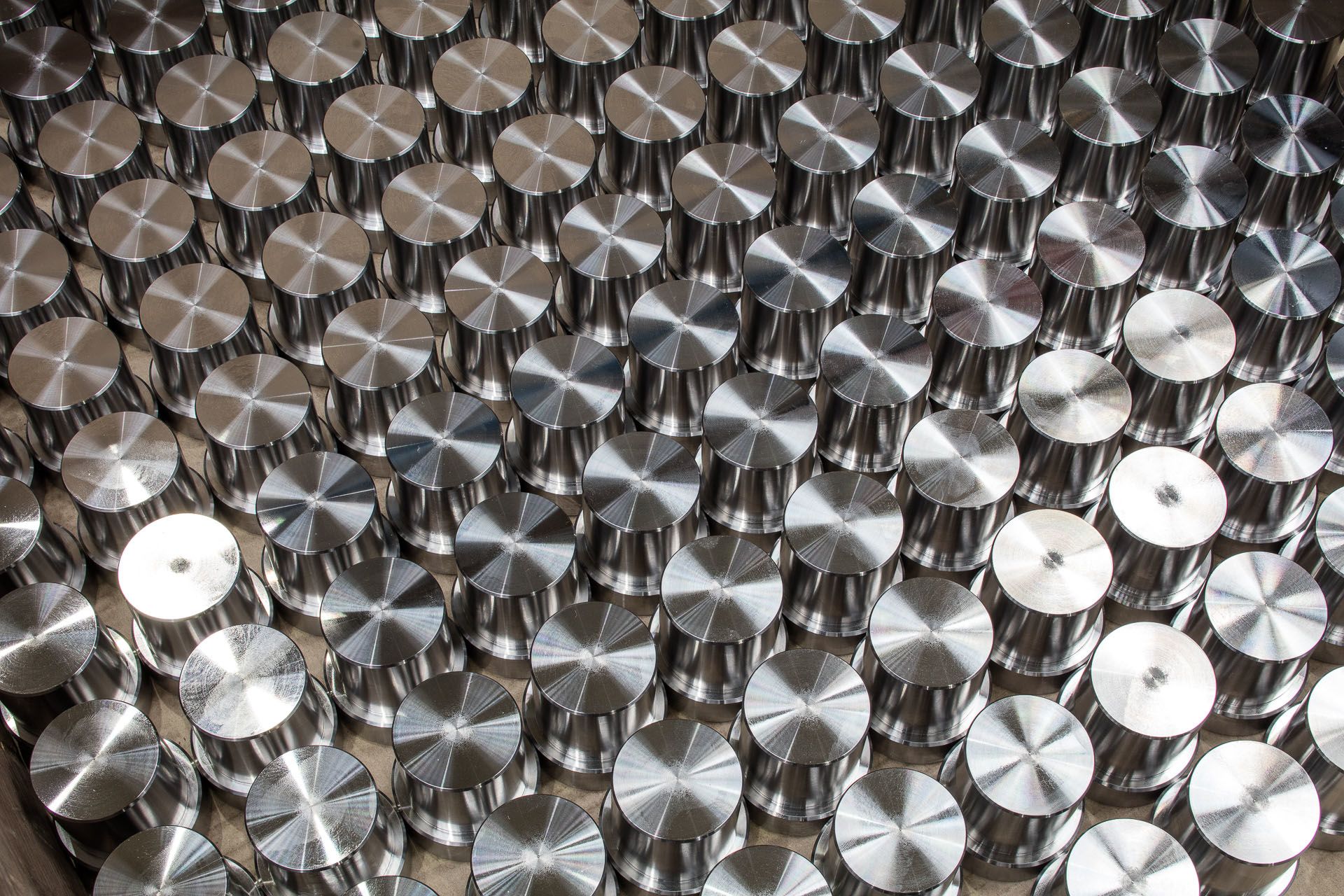
Stahlslager


Man verwendet den hoch-Qualität Kohlenstoffstahl, legierten Stahl, rostfreien Stahl in über 100 Sorten und speichert ihn auf der Fläche von 4000 m2.
2
Erwärmen und Schneideraum

Erwärmung der mit Scheren zugeschnittenen Stahlteile, der sog. Chargen, auf eine Temperatur von ca. 1200 oC in elektrischen Induktionsöfen oder Gasöfen und anschließende Formgebung durch Schmieden der erforderlichen Einzelteile in der Form – dem Gesenk.
3
Schmieden





Zum Schmieden der Schmiedestücke werden Kurbelschmiedepressen mit einer Presskraft von 10 ÷ 25 MN, Lufthämmer mit einer Schlagarbeit von 1600 bis 10 000 KGm sowie Vertikal- und Horizontalschmiedemaschinen mit Drücken von 2 bis 12 MN eingesetzt. Es können auch Schmiedestücke mit geringem Gewicht, d.h. bis 0,25 kg an Spindelpressen vom Typ PS hergestellt werden.
4
Abgraten




Entfernen des überschüssigen Materials in Gestalt von Graten – dabei handelt es sich um das sog. Abgraten an der Kurbelpresse oder der Exzenterpresse. In diesem Produktionsabschnitt werden auch Öffnungen sowie das Biegen und Kalibrieren des Schmiedestücks ausgeführt.
5
Wärmebehandlung






Thermische Behandlung der Schmiedestücke, bei der diesen jeweils ihre hohen Festigkeitswerte verliehen werden. Für Schmiedestücke aus Kohlenstoffstählen und Stahllegierungen wird eine Wärmebehandlung in Form von Vergütung (Härten in Wasser, Öl oder Polymer, danach Enthärtung), Normalglühen oder Isothermglühen angewendet. Die Festigkeitseigenschaften werden auch durch eine kontrollierte Abkühlung nach dem Schmieden erzielt.
6
Abstrahlen


Putzstrahlen – Reinigung der Oberfläche des Schmiedestückes von sog. Zunder (harter Beschlag auf der Oberfläche, der durch Oxidation von Stahl bei hoher Temperatur entsteht). Dieser Arbeitsschritt wird an speziellen Anlagen, sog. Strahlmaschinen, unter Verwendung von Stahlschrot mit hoher Härte und Kugeldurchmessern von 0,8 bis 1,2 mm ausgeführt.
7
Kalibrieren



Endbearbeitungsschritte, bei denen die Schmiedestücke kaltkalibriert, gerichtet, markiert, geschliffen und glattgeprägt werden.
8
Visuelle Kontrolle


100%-ige Sichtkontrolle, deren Aufgabe der Ausschluss von mangelhaften Schmiedestücken ist, d.s. Schmiedestücke mit fehlender Verfüllung, Versatz, Anfressungen nach Zunder, Überlappungen.
9
Endkontrolle



Endkontrolle, deren Aufgabe die statistische Qualitätsprüfung der gefertigten Schmiedestücke und die Bescheinigung dieser Qualität durch die entsprechenden Qualitätszeugnisse gemäß den Anforderungen des Abnehmers ist.
Unser Maschinenpark beinhaltet
| Modell | Anzahl | Beschreibung |
|---|---|---|
| HASENCLEVER 2500 | 2 | Kurbelpresse mit einer Umformkraft bis 25 MN |
| SMERAL LZK2500 | 3 | Kurbelpresse mit einer Umformkraft bis 25 MN |
| FICEP DD190 DIRECT DRIVE | 1 | Mit dem System Direct Drive, die Nennleistung beträgt 331 kJ und Umformkraft beträgt 24 MN |
| HASENCLEVER | 2 | Kurbelpresse mit einer Umformkraft von 16MN |
| DREHER | 1 | Kurbelpresse mit einer Umformkraft von 16MN ausgestatet mit Automat – TRANSFER |
| SMERAL LMZ1600 | 3 | Kurbelpresse mit einer Umformkraft von 16MN |
| SMERAL LZK1000 | 3 | Kurbelpresse mit einer Umformkraft von 16MN |
| HASENCLEVER | Die kleinen Pressen mit Hasenclever’s Zeichnen und Umformkraft von 5 MN, die Schraubepressen mit dem Durchmesser der Schraube von 180 mm und die Hämmer – 3000 kg (einer Schlagkraft bis 10 000 KGm), 2000 kg, 1000 kg, 500 kg. | |
| OLIVOTTO | Die automatische Wärmebehandlungslinie – eine Gründung im Jahr 2008 | |
| LLR1000 | Pressen | |
| KARL DEUTSCH UHW750/1,2, UH60 | Magnaflux-Geräte |
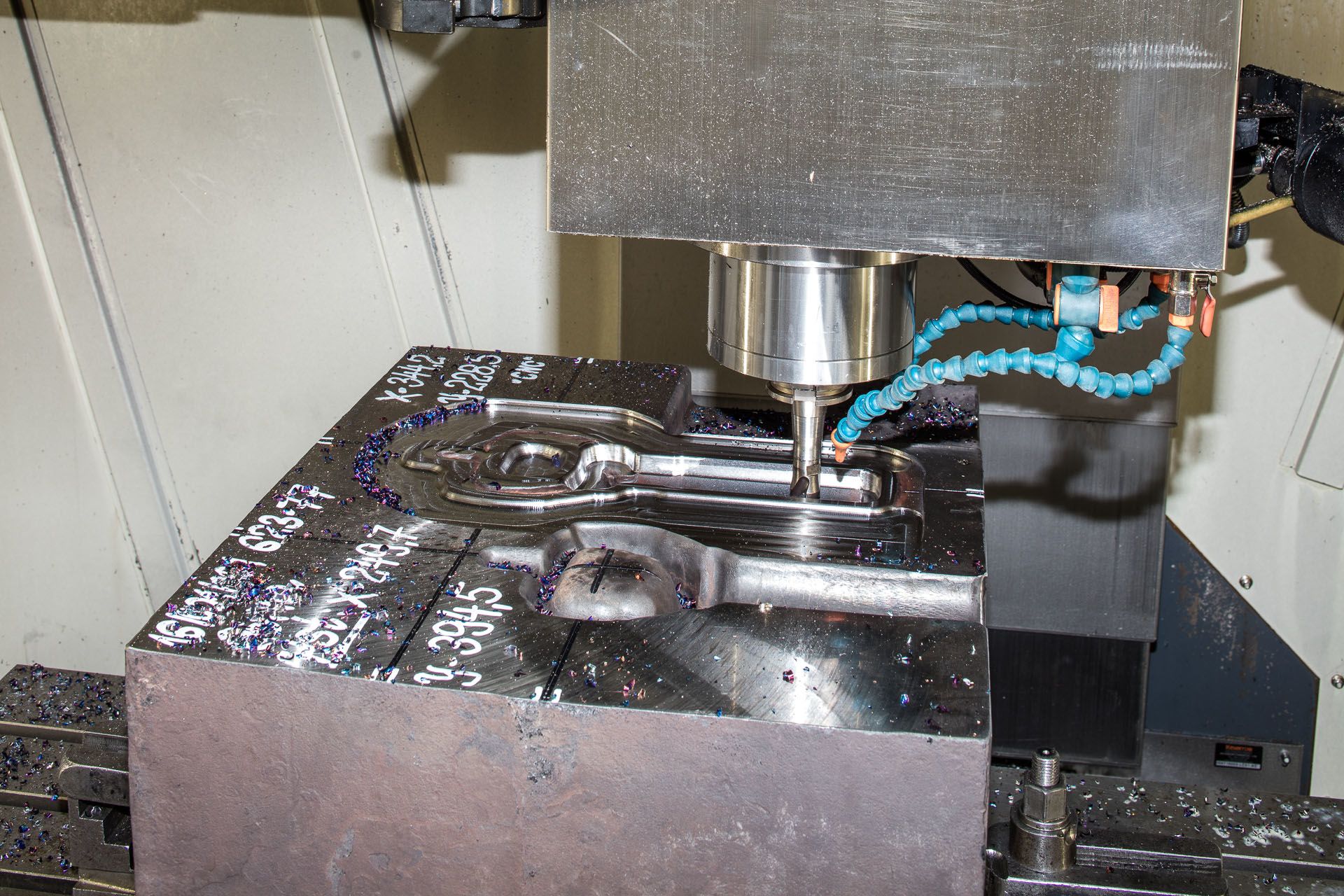
Mechanische Bearbeitung
Um den gestiegenen Kundenanforderungen gerecht zu werden, hat Kuźnia Polska das Angebot um Erzeugnisse erweitert, die durch zerspanende Formgebung fertigbearbeitet werden. Gegenwärtig finden sich im Maschinenpark vertikale CNC-Bearbeitungszentren, CNC-Drehmaschinen mit angetriebenen Werkzeugen, die auch ein Bohren und Gewindeschneiden erlauben, Horizontal- und Vertikalfräsmaschinen, Drehbänke, Bohrmaschinen, Hinterdrehmaschinen und hydraulische Pressen. Wir bearbeiten hier hauptsächlich solche Einzelteile wie Hebel, Flansche und Ringkupplungen. Der Verfahrensingenieur muss dabei beim Prozessentwurf eine Reihe wichtiger Parameter berücksichtigen, die sowohl die technischen Möglichkeiten des Schmiedens der Einzelteile (die, allgemein gesagt, diesem die geforderte Form zu verleihen) wie auch die vom Abnehmer geforderten Gebrauchswerte des Schmiedestücks, wie Härte, Festigkeit, Härtbarkeit, Struktur und andere einschließen.
1
Die Klemmvorrichtung



2
Die CNC-Machinen


3
Die Halle



Die Schmiede Kuźnia Polska S.A. hat ihr Angebot um bearbeitete Erzeugnisse erweitert. Der aktuelle Maschinenpark setzt sich aus den folgenden Bearbeitungszentren zusammen:
| Werkzeugmaschine | Maximale Größe des zu bearbeitenden Werkstücks (mm) | Maximales Gewicht des zu bearbeitenden Werkztücks (kg) |
|---|---|---|
| Berabeitungszentrum – MAS QUICK 500 | 500 x 500 x 400 | 300 |
| Berabeitungszentrum – BROTHER TCR2B | 400 x 300 x 300 | 120 |
| Berabeitungszentrum – Okuma MA 400 | 600 x 500 x 500 | 300 |
| Berabeitungszentrum – MAZAK VTC 200C | 1600 x 500 x 500 | 650 |
| Berabeitungszentrum – 4940 YCM H400B | 500 x 500 x 600 | 500 |
| Berabeitungszentrum – Okuma Multus B300 | Æ 250 x 700 | 150 |
| Berabeitungszentrum – Okuma Multus U4000 | Æ 600 x 1500 | 150 |
| Berabeitungszentrum – Miyano ABX-64SYY2 | Æ 165 x 125 | 20 |
| Drehmaschine – Okuma ES L8M | Æ 200 x 500 | 50 |
| Drehmaschine – Okuma GENOS L250 | Æ 200 x 500 | 50 |
| Drehmaschine – Okuma GENOS L300M | Æ 300 x 450 | 100 |
| Drehmaschine – Okuma GENOS L400 | Æ 300 x 500 | 100 |
| CNC-Schleifmaschine – OKAMOTO OGM250UEX III | Æ 200 x 500 | 20 |
Die Grundidee unserer Strategie ist das Angebot maximal verarbeiteter Produkte. Aktuell sind das ungefähr 25%.
Wir verwenden:
- Zerspanen (darunter Räumen)
- galvanische Beschichtungen (Zn, Ni)
- Phosphatierung
- KTL-Beschichtung
- Nitrieren
Wir stellen einen Teil unseres Sortiments durch Zerspannen ohne Schmiedeprozess her.
Unsere Strategie ist es, Zulieferer für Fließband-Komponenten zu sein.
Werkzeugbau
Kuźnia Polska besitzt einen eigenen, im Jahre 2005 von Grund auf modernisierten Werkzeugbau, der den Eigenbedarf voll und ganz sichert und auch Fremdaufträge ausführt. Der kontinuierlich modernisierte Maschinenpark und die Informatiksysteme sind in der Lage, den höchsten Marktanforderungen gerecht zu werden. Projektierung, Konstruktion und Programmierung der CNC-Maschinen erfolgen an modernen CAD/CAM-Arbeitsplätzen, wobei dem CATIA-System die führende Bedeutung zufällt.
Wir garantieren hauptsächtlich:
- Wärmbehandlung der Werkzeugen und Nitrierung der Gesenksoberfläche im Vakuumsofen
- Härten des Werkzeugsstahls und ähnliche im Vakuumsofen
- 3-Achsen Bearbeitung der Produkten in Dimensionen 2000mm x 1400mm x 700mm
- 5-Achsen Bearbeitung der Produkten in Dimensionen D=1100mm h=700mm
- Bearbeitung in CNC Drehmaschinen D=390mm L=500mm
- Electroerosionsbearbeitung der Produkten in Dimensionen 650mm x 450mm x 350mm
- Drahtselectroerosionsbearbetiung der Produkten in Dimensionen 500mm x 350mm x 200mm
- Programmieren der CNC Werkzeugsmaschinen – 2-,3-,5- Achsen
Wir besitzen u.a.:
- Katalytische Nitrierofen
- Fertigungsbereich für Härten des WCLs und ähnliche in einer Schutzatmosphäre
- Fertigungsbereich für Härten des WNCs, WNLVs und ähnliche
- Heizofen mit der Belastberkeit von 3,5 Tonen


Unsere Erzeugnisse

Schmiedeteile für den Automobilbau
75% von Kuznia Polska hergestellten Schmiedeteilen, ist die Grossserienproduktion und wiederholbare Ausführung für Automobil- und LKW- Industrie.
Schmiedeteile für Maschinen und Landwirtschaft
15% von den Schmiedeteilen und mechanisch bearbeiteten Teile, arbeiten in Sonderfahrzeugen wie Traktoren, Erntemaschinen und Agrarsausrüstung.

Maschinenindustrie
5% sind verschiedene Teile zur neuzeitlichen Motoren, Antrieben und Verkerhsgeräte.

Energetik und Eisenbahn
3% des Sortiments versorgt die erneuerbare Energie- und den Eisenbahnsektor.

Schmiedeteile für Flugwesen
2% der Herstellung ist die fortgeschrittene Technologie, die von den Luftfahrtanforderungen befestigt wird.
Rufen Sie uns an!
+48 (33) 85 48 283
+48 (33) 85 85 111