
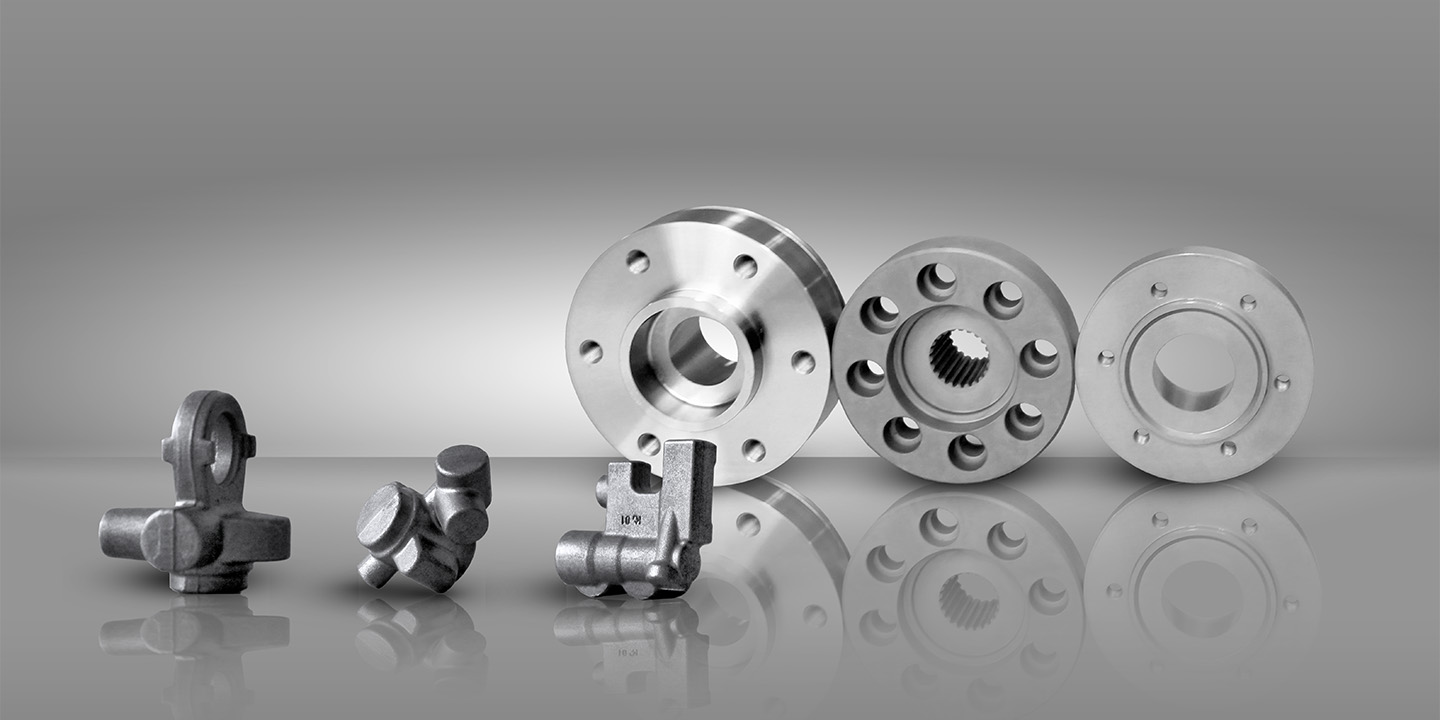
Co produkujemy?

Odkuwki

Detale półobrobione mechanicznie

Detale obrobione mechanicznie
Wydziały produkcyjne
Proces kucia i wykończenia
Podstawową technologią produkcji odkuwek, stosowaną w Kuźni Polskiej jest kucie odkuwek matrycowych na gorąco w przedziale wagowym
od 0,05 kg do 25 kg przy zastosowaniu nowoczesnych pras kuźniczych, śrubowych z napędem DIRECT DRIVE, automatu kuźniczego – TRANSFER, młotów powietrznych oraz kuźniarek.
1
Magazyn stali


Do produkcji odkuwek stosujemy wysokiej jakości stale węglowe, stopowe, nierdzewne w ponad 100 gatunkach na powierzchni magazynowej około 4000 m2.
2
Nagrzewanie wsadów, krajalnia

Nagrzanie przyciętych na nożycach kawałków stali tzw. wsadów do temperatury ok. 1200 ºC w piecach elektrycznych indukcyjnych lub gazowych oraz następnie przeróbce plastycznej polegającej na wykuciu w formie – matrycy wymaganego detalu.
3
Kucie





Do kucia odkuwek stosowane są prasy kuźnicze korbowe o nacisku od 10 ÷ 25 MN, młoty powietrzne o energii uderzenia od 1600 do 10 000 KGm oraz kuźniarki pionowe i poziome o naciskach od 2 do 12 MN. Istnieje również możliwość produkowania odkuwek o niewielkiej masie tj. do 0,25 kg na prasach śrubowych typu PS.
4
Okrawanie




Usunięcie nadmiaru materiału w postaci wypływki – jest to tzw. okrawanie wypływki na prasie korbowej lub mimośrodowej. Na tym etapie produkcji wykonywane są również operacje dziurowania otworów, gięcia i kalibrowania.
5
Obróbka cieplna






Obróbka cieplna odkuwek, której zadaniem jest nadanie odkuwce wysokich walorów wytrzymałościowych. Dla odkuwek ze stali węglowych i stopowych stosowana jest obróbka cieplna w postaci ulepszania cieplnego (hartowanie w wodzie, oleju lub polimerze, a następnie odpuszczanie), normalizowania lub wyżarzania izotermicznego. Własności wytrzymałościowe uzyskuje się także poprzez kontrolowane chłodzenie po kuciu.
6
Śrutowanie


Operacja śrutowania – oczyszczenia powierzchni odkuwki z tzw. zgorzeliny (twardy nalot na powierzchni powstały na skutek utlenienia się stali w wysokiej temperaturze). Operację wykonuje się na specjalnych urządzeniach zwanych śrutownicami z zastosowaniem śrutu stalowego o wysokiej twardości i średnicach kulek od 0,8 do 1,2 mm.
7
Kalibrowanie, znakowanie, dogniatanie



Operacje wykańczające polegające na kalibrowaniu na zimno, prostowaniu, znakowaniu, szlifowaniu, dogniataniu.
8
Kontrola wizualna


100% kontrola wizualna, której zadaniem jest wyeliminowanie odkuwek wadliwych: z niewypełnieniami, przesadzeniem, wżerami po zgorzelinie, zakuciami.
9
Kontrola ostateczna



Kontrola ostateczna, której zadaniem jest statystyczne sprawdzenie jakości wyprodukowanych odkuwek i poświadczenie tej jakości odpowiednimi świadectwami jakościowymi zgodnymi z wymaganiami odbiorcy.
Park maszynowy
| HASENCLEVER 2500 | 2 | Prasa korbowa o nacisku 25MN |
| SMERAL LZK2500 | 3 | Prasa korbowa o nacisku 25MN |
| FICEP DD190 DIRECT DRIVE | 1 | Prasa śrubowa o energii uderzenia 331kJ i nacisku 24MN |
| HASENCLEVER | 2 | Prasa korbowa o nacisku 16MN |
| DREHER | 1 | Prasa korbowa o nacisku 16MN uzbrojona w TRANSFER |
| SMERAL LMZ1600 | 3 | Prasa korbowa o nacisku 16MN |
| SMERAL LZK1000 | 3 | Prasa korbowa o nacisku 16MN |
| HASENCLEVER | Prasa korbowa o nacisku 5NM, prasy śrubowe o średnicy śruby 180 mm,oraz kilka młotów o masie bijaka 3000 kg (energia uderzenia 10 000 KGm), 2000kg, 1000kg, 500kg | |
| OLIVOTTO | Linie automatyczne do obróbki cieplnej – instalacje uruchomione w 2008 roku | |
| LLR1000 | Prasy | |
| KARL DEUTSCH UHW750/1,2, UH60 | Defektoskopy |
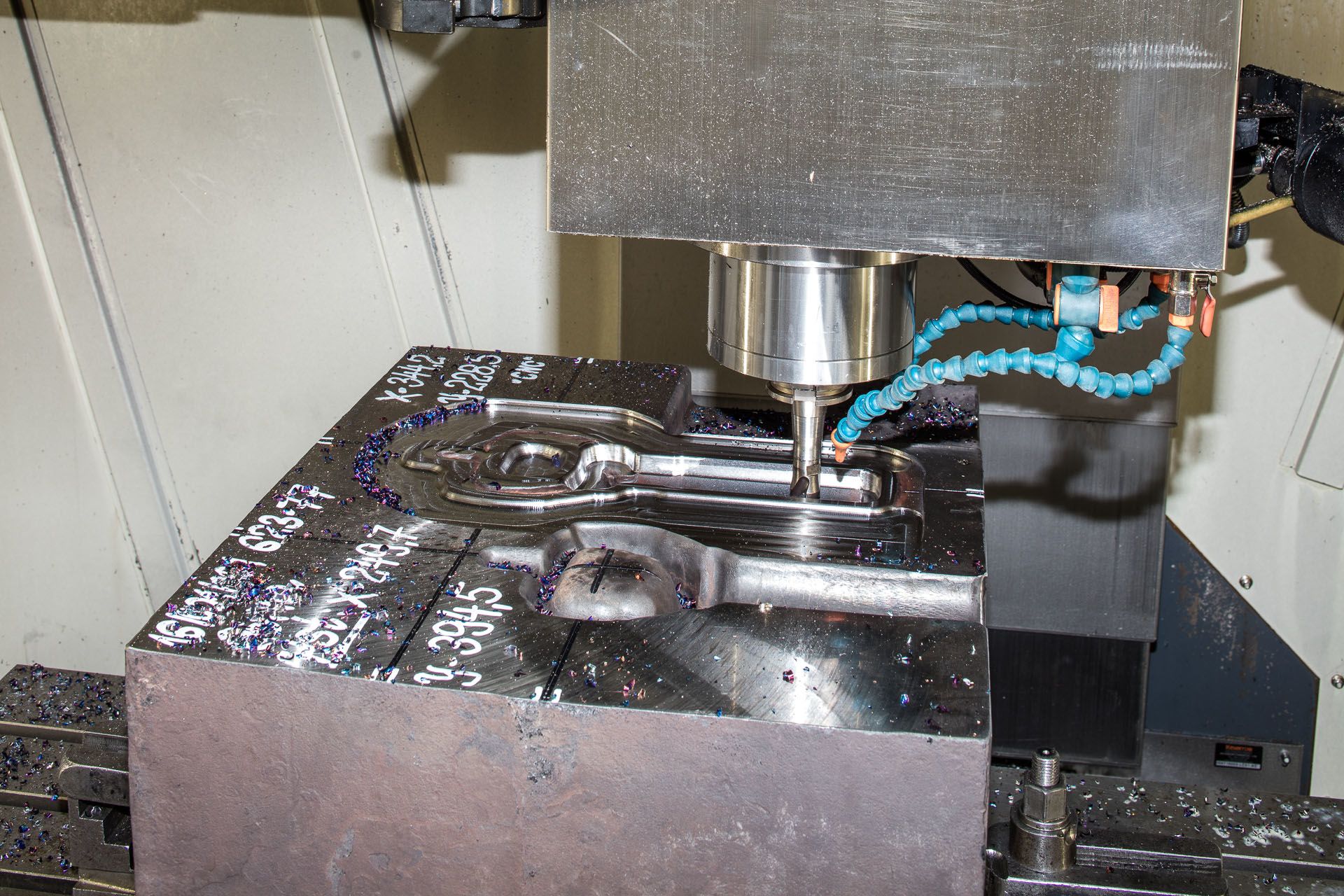
Obróbka wiórowa
Kuźnia Polska wychodząc naprzeciw oczekiwaniom klienta poszerzyła swoją ofertę o wyroby obrobione na gotowo w procesie obróbki wiórowej. Aktualnie park maszynowy składa się z pionowych centrów obróbczych CNC, tokarek CNC z napędzanymi narzędziami umożliwiającymi także wiercenie i gwintowanie, frezarek poziomych i pionowych, tokarek, wiertarek, zataczarek, pras hydraulicznych. Obrabiamy na gotowo głównie takie detale jak dźwignie, kołnierze i zaczepy holownicze. Technolog projektujący proces musi wziąć pod uwagę szereg istotnych parametrów obejmujących zarówno możliwości techniczne wykucia detalu (mówiąc ogólnie nadania mu wymaganego kształtu) jak i walory użytkowe odkuwki wymagane przez odbiorcę jak twardość, wytrzymałość, hartowność, struktura i inne.
1
Narzędzia mocujące



2
Maszyny


3
Hala



Park maszynowy składa się z następujących centrów obróbczych:
| Obrabiarka | Maksymalne wymiary obrabianego detalu (mm) | Maksymalna masa obrabianego detalu (mm) |
|---|---|---|
| Centrum frezarskie | 500 x 500 x 400 | 300 |
| Centrum frezarskie | 400 x 300 x 300 | 120 |
| Centrum frezarskie | 600 x 500 x 500 | 300 |
| Centrum frezarskie | 1600 x 500 x 500 | 650 |
| Centrum frezarskie | 500 x 500 x 600 | 500 |
| Centrum obróbcze | Æ 250 x 700 | 150 |
| Centrum obróbcze | Æ 600 x 1500 | 150 |
| Centrum obróbcze | Æ 165 x 125 | 20 |
| Tokarka | Æ 200 x 500 | 50 |
| Tokarka | Æ 200 x 500 | 50 |
| Tokarka | Æ 300 x 450 | 100 |
| Tokarka | Æ 300 x 500 | 100 |
| Szlifierka CNC | Æ 200 x 500 | 20 |
Podstawowym założeniem naszej strategii jest oferowanie produktu maksymalnie przetworzonego. Aktualnie to około 25%.
Stosujemy:
- obróbkę wiórową
(w tym przeciąganie) - pokrycia galwaniczne (Zn, Ni)
- fosforanowanie
- ochronę KTL
- azotowanie
Wykonujemy również część asortymentu poprzez obróbkę wiórową bez procesu kucia – obróbka z prętów stalowych.
Nasza strategia to być dostawcą komponentów na linie montażowe.
Narzędziownia
Kuźnia Polska posiada własną gruntownie zmodernizowaną w 2005 roku narzędziownię, która w pełni zabezpiecza potrzeby własne oraz świadczy usługi na zewnątrz. Stale unowocześniany park maszynowy oraz systemy informatyczne są w stanie sprostać najwyższym wymaganiom rynkowym. Projektowanie, konstruowanie i programowanie maszyn CNC wykonuje się na zaawansowanych stanowiskach CAD/CAM, przy czym wiodącym systemem jest CATIA.
W szczególności gwarantujemy:
- obróbkę cieplną narzędzi i azotowanie powierzchni wykrojów
w gnieździe pieca próżniowego - hartowanie stali narzędziowej i pochodnych w piecu próżniowym
- 3 osiową obróbkę detali o wymiarach 2000mm x 1400mm x 700mm
- 5 osiową obróbkę detali o wymiarach D=1100mm h=700mm
- obróbkę CNC toczenia D=390mm L=500mm
- obróbkę elektroerozyjną detali o wymiarach 650mm x 450mm x 350mm
- obróbkę elektroerozyjną drutową detali o wymiarach 500mm x 350mm x 200mm
- programowanie obrabiarek CNC 2,3 i 5 osi
Posiadamy między innymi:
- piec do azotowania katalitycznego
- gniazdo do hartowania WCL i pochodnych w atmosferze ochronnej
- gniazdo do hartowania WNL, WNLV oraz pochodnych
- piec do podgrzewania przed napawaniem ładowność 3,5 tony


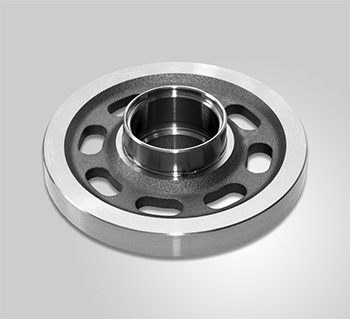
Nasze produkty

Odkuwki do samochodów osobowych i ciężarowych
75% odkuwek produkowanych przez Kuźnię Polską dedykowanych jest do produkcji wielkoseryjnej i powtarzalnej dla branży motoryzacyjnej.
Odkuwki do maszyn i przemysłu rolniczego
15% wyrobów surowych i obrabianych pracuje w specjalistycznych pojazdach rolniczych takich jak traktory, kombajny, osprzęt agro.

Odkuwki dla przemysłu maszynowego
5% to różnorodne detale do nowoczesnych silników, przekładni i sprzętu drogowego.

Odkuwki dla energetyki i kolejnictwa
3% wytwarzanych u nas odkuwek zasila sektor odnawialnych źródeł energii i kolejnictwa.

Odkuwki dla branży lotniczej
2% produkcji to zaawansowane technologie obwarowane najwyższymi wymaganiami jakościowymi dla przemysłu lotniczego.
Zadzwoń do nas:
+48 (33) 85 48 283
+48 (33) 85 85 111